









Commonly Used Terms for Perforated Metal
BAR: Solid area between perforations.
DISTANCE BETWEEN PERFORATIONS: The distance measured from the center of one hole to the center of the next hole.
OPEN AREA: Percentage of perforated area that allows for the passage of air, light, liquid or solids.
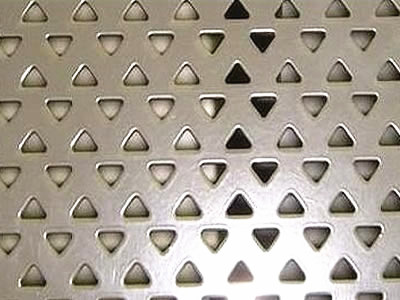
STAGGERED: Distribution of perforations in a triangular pattern, forming a 45° or 60° angle when joining three adjacent holes with a straight line.
END STAGGERED: Distribution of perforations (rectangular or slots) that alternate the ends of the perforated pattern in the form of a triangle.
SIDE STAGGERED: Distribution of perforations (rectangular or slots) that alternate the sides of the perforated pattern in the form of a triangle.
PERFORATIONS PER SQUARE INCH (PPSI) (Holes per Square Inch = HPSI): Total number of holes per square inch of surface area.
DIRECTION OF PATTERN: Orientation of the straight rows of holes in a perforated sheet in relation to length or width of the sheet.
END MARGINS: Non-perforated areas at the ends or short way of the sheet.
SIDE MARGINS: Non-perforated areas along the sides or long way of the sheet.
RE-SQUARING: Reshearing to eliminate camber, thereby improving squareness.
BLANK NON-PERFORATED AREAS: Areas without any holes that can be anywhere in the sheet.
FLATNESS: Degree of deviation that the perforated sheet has from a horizontal plane, measured at the highest point.
STRETCH: Degree of increase in length of the finished perforated part in relation to the length of the original blank sheet. Whether metal will stretch or not and to what extent as a result of the perforation process depends on the properties of the metal, its thickness, die design and hole size and spacing.
DISTORTION: Distortion of metals during the perforation process can take the form of loss of flatness, edge waviness, edge nonparallelism or oil canning of perforated areas surrounded by blank margins.
CAMBER: The lack of straightness of sides of the perforated metal sheet. Being most pronounced in coiled and long pieces, in most cases camber can be corrected during roller leveling or by slitting.
BURR: Burrs are the natural result of any metal punching operation. Eliminating burrs would require permanently sharp punches and perfect clearance between punches and holes in the female die.
